Description
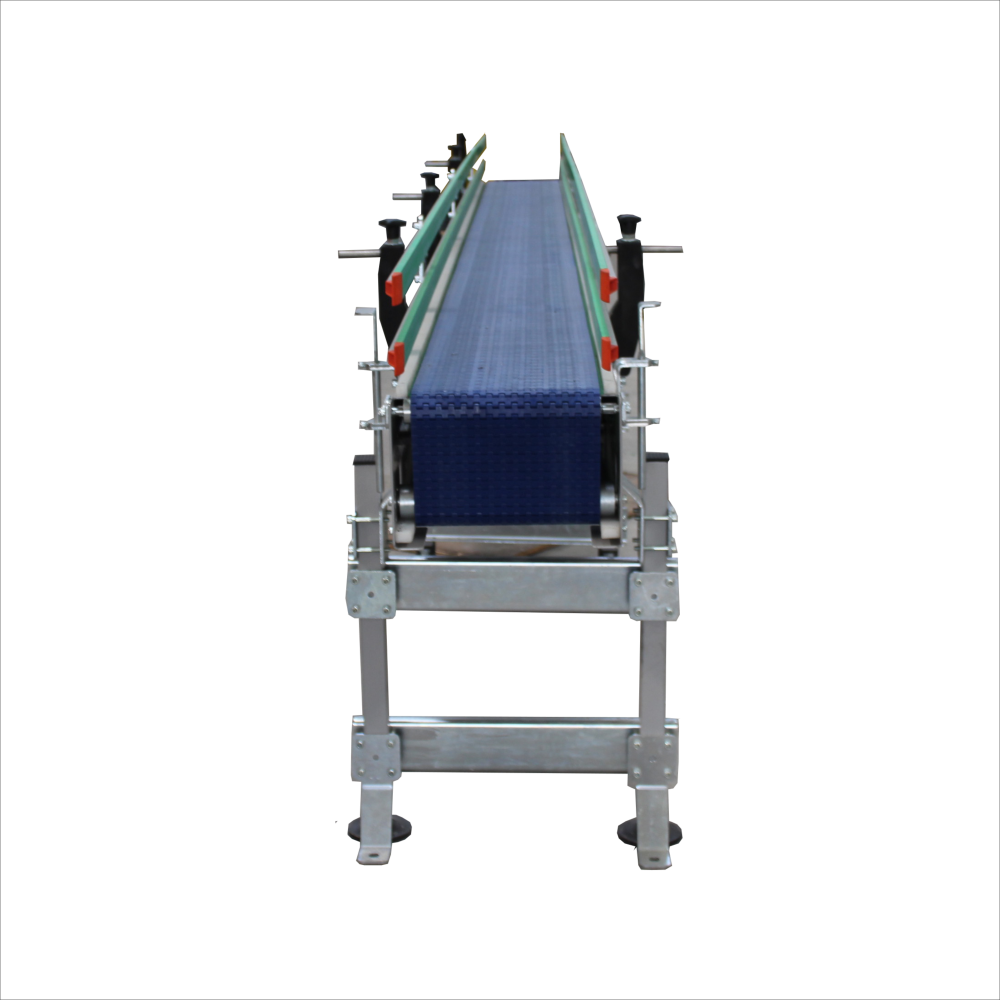
Modular Belt Conveyor
The modular belt conveyor is an industrial transport system designed to move products safely and efficiently using modular plastic belts. Thanks to its modular structure, the conveyor can be easily adapted to various transport requirements and industrial applications.
These conveyors are widely used across different industries due to their flexibility, durability, and high load capacity. They provide reliable material handling solutions for modern automated production and packaging systems.
Advantages of Modular Belt Conveyor
- Flexibility: Suitable for various product sizes and transport requirements.
- Low Maintenance Cost: Modular design allows quick and easy maintenance.
- Durable Structure: PVC and modular plastic belts ensure long operational life.
- High Load Capacity: Safely transports heavy loads.
- Efficient Operation: Provides efficient transport with low energy consumption.
Technical Specifications
| Capacity | 500–2000 kg |
| Belt Type | PVC, Modular Plastic Belt |
| Belt Speed | 10–50 m/min |
| Motor Type | Asynchronous / Servo Motor |
| Operating Voltage | 220V / 380V |
| Material | Stainless Steel / Galvanized Steel |
| Integration | Robotic Systems, Warehouse Automation Systems |
| Safety | Protective Guards, Emergency Stop Button |
Operating Principle of Modular Belt Conveyor
- The conveyor transports products using motor-driven modular belts.
- Modular belts ensure efficient transport with low friction and stable operation.
- The modular structure allows easy replacement of components and quick maintenance.
Why Choose Modular Belt Conveyor
- Suitable for straight and curved conveyor layouts
- Improves energy efficiency and operational performance
- Easy installation and maintenance
- High load capacity for heavy industrial applications
- Advanced industrial safety features
Applications
- Industrial production lines
- Warehouse and logistics systems
- Packaging and end-of-line systems
- Food and pharmaceutical industries
- Recycling and sorting systems
Frequently Asked Questions (FAQ)
What is a modular belt conveyor?
It is an industrial conveyor system that uses modular plastic belts to transport products safely and efficiently.
Which industries use modular belt conveyors?
Manufacturing, packaging, logistics, food processing, pharmaceutical, and warehouse automation industries.
What is the load capacity?
Between 500 kg and 2000 kg depending on configuration.
What maintenance is required?
Cleaning belts, checking motors, and servicing modular components.
How does it work?
A motor drives the modular belt to transport products safely and efficiently.
What safety features are included?
Emergency stop buttons, protective guards, and industrial safety systems.
What is the price?
Price depends on specifications and configuration. Contact Optimak for a quotation.